Soffiaggio
Lo stampaggio per soffiaggio è una soluzione ottimale in termini di efficienza, qualità del prodotto e contenimento dei costi produttivi.
Questo processo permette la realizzazione di corpi cavi, in materiale termoplastico, per numerose applicazioni e settori.
In fase di produzione, il granulo plastico viene fuso per formare un oggetto cilindrico denominato parison.
Il parison scende e viene chiuso tra due semistampi cavi. Mentre il materiale plastico non si è ancora solidificato, viene insufflata all’interno dell’aria compressa, in modo che il parison si adatti alla forma dello stampo.
Una volta che la plastica si è raffreddata e indurita, lo stampo viene aperto ed estratto il prodotto finito.
Il processo produttivo
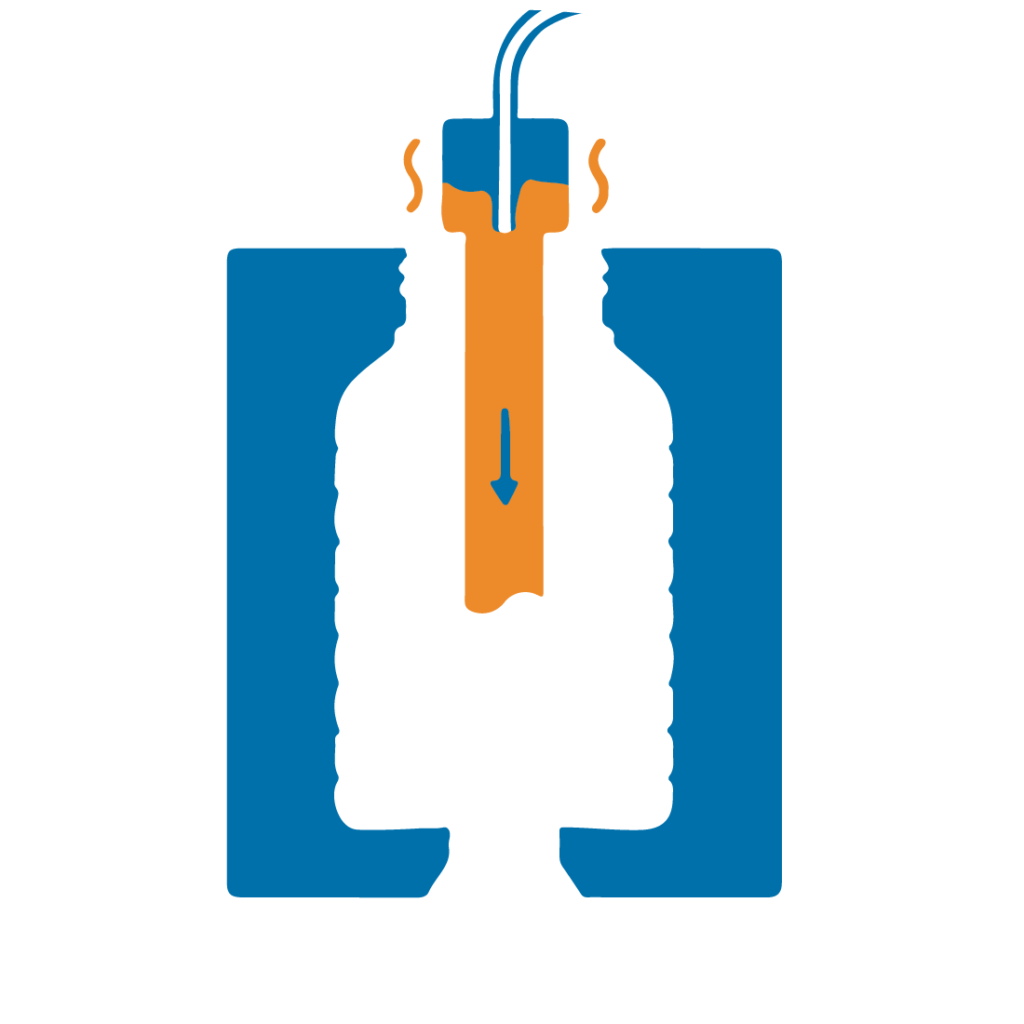
1) Estrusione parison
Il materiale plastico viene riscaldato, fuso ed espulso dalla testa di estrusione sottoforma di un tubo (parison) della dimensione dell’articolo da produrre. Il processo può essere intermittente (ad accumulo) oppure continuo. Il processo ad accumulo si adatta bene a prodotti medio-grandi e a particolari tecnici, mentre l’estrusione continua è vantaggiosa per produzioni su larga scala di articoli medio-piccoli.
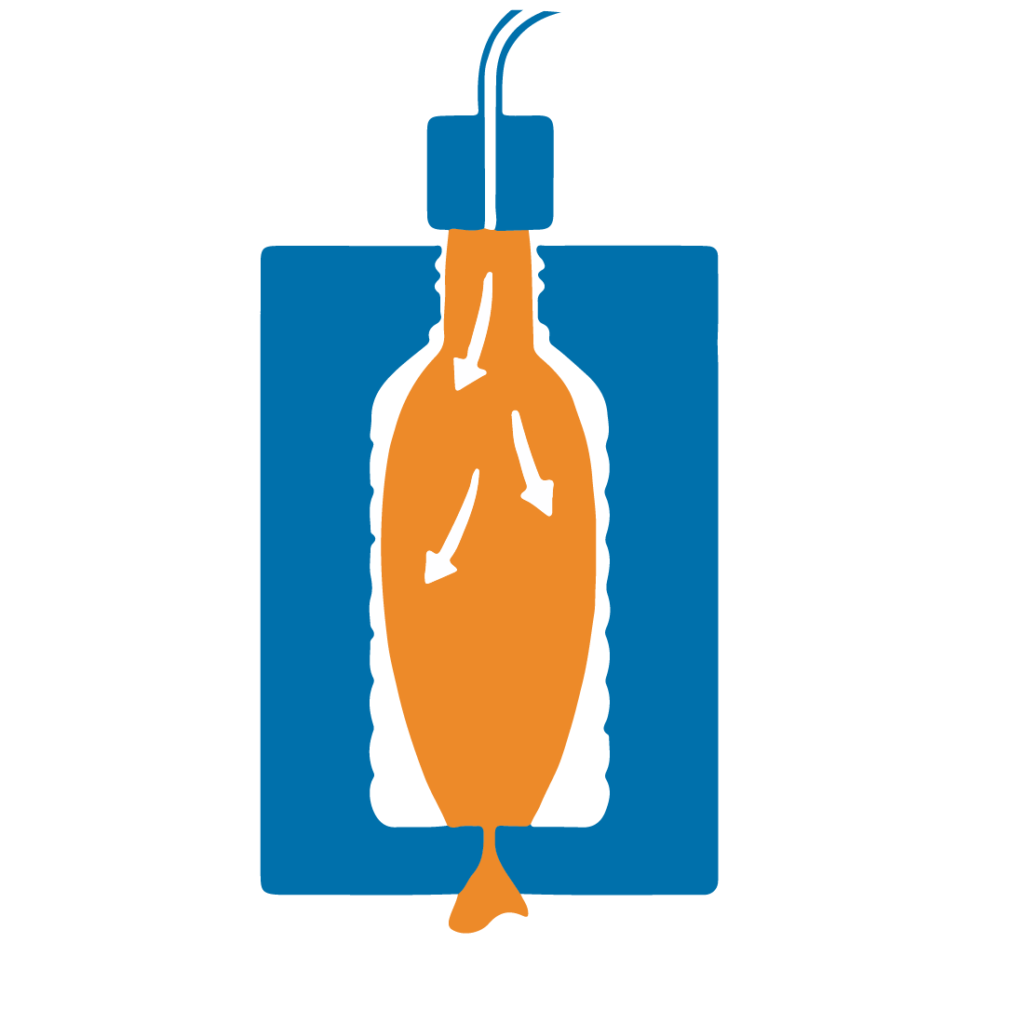
2) Chiusura e soffio
I due semi stampi si avvicinano fino a chiudersi, intrappolando il parison all’interno della cavità. Attraverso un foro viene insufflata l’aria compressa che fa aderire il materiale alla superficie interna dello stampo.
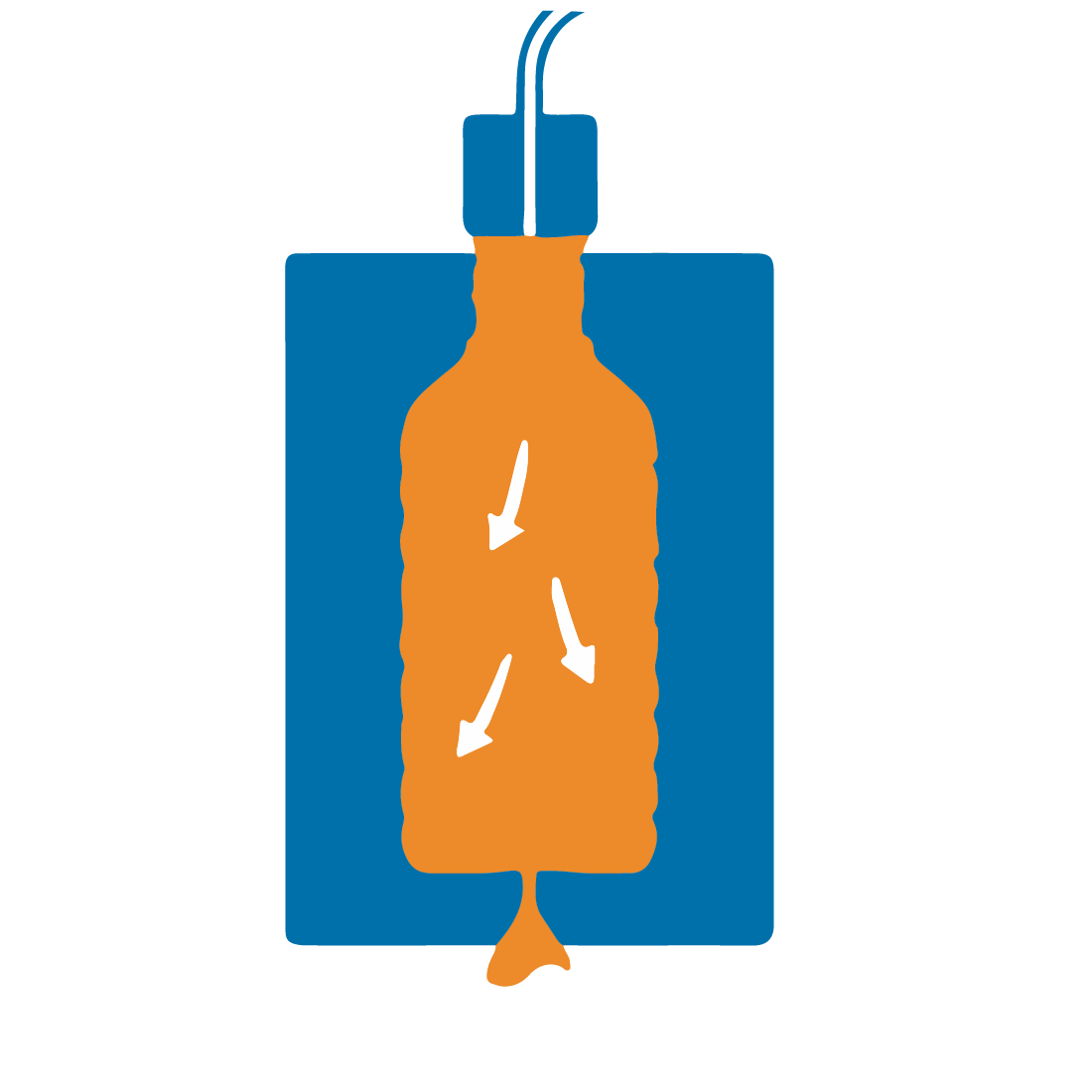
3) Formatura
È la fase più lunga del processo e consente la stabilizzazione del manufatto. L’alta pressione interna e il raffreddamento dello stampo permettono di contenere i ritiri post-stampaggio e avere cicli di produzione veloci in rapporto alle dimensioni.

4) Apertura stampo ed estrazione
Quando il particolare risulta sufficientemente stabilizzato, si scarica l’aria di soffio, si apre lo stampo e si estrae il pezzo prodotto.

5) Smaterozzamento
Il particolare uscito dallo stampo presenta sempre delle parti di sfrido (materozza) che vengono rimosse, automaticamente o manualmente, e riutilizzate nel processo produttivo.
Vantaggi dello stampaggio
a soffiaggio
Lo stampaggio di corpi cavi in materie plastiche può essere effettuato secondo tre modalità:
- Stampaggio per soffiaggio
- Stampaggio a iniezione
- Stampaggio rotazionale
Nello stampaggio a iniezione la plastica fusa viene iniettata ad alta pressione all’interno di uno stampo. Una volta che l’oggetto si è solidificato, lo stampo viene aperto. Nonostante sia il sistema più diffuso, lo stampaggio a iniezione è poco adatto alla produzione di oggetti cavi poiché, in tal caso, l’oggetto dovrebbe essere creato in due pezzi successivamente saldati insieme.
Nello stampaggio rotazionale, invece, il granulo plastico viene introdotto in uno stampo cavo, che ruota e riscalda contemporaneamente il materiale in modo che questo fonda e possa aderire alle pareti in maniera omogenea. Una volta raffreddato, lo stampo viene aperto. Lo stampaggio rotazionale si presta per la produzione di corpi cavi, ma preferibilmente su tirature limitate, in quanto il processo è più lungo e costoso rispetto allo stampaggio per soffiaggio.
| TIPOLOGIA | INVESTIMENTO INIZIALE | PRODUTTIVITA' | PROCESSO | CORPO CAVO |
|---|---|---|---|---|
| Stampaggio per soffiaggio | Medio | Elevata | Automatizzato/Manuale | Sì |
| Stampaggio ad iniezione | Elevato | Elevata | Automatizzato | No |
| Stampaggio rotazionale | Basso | Bassa | Necessita di maggior manodopera | Sì |